
İndüksiyon Isıtıcı
Elektromanyetik indüksiyon olgusu ilk olarak 1831’de Michael Faraday tarafından tanımlanmıştır. Bir bobinden bir akım geçirdikten sonra, başka bir bobinde bir akımın indüklendiğini veya eşdeğer olarak bir manyetik alanın değiştirilmesinin, şematik olarak gösterildiği gibi bir elektrik alanı ürettiğini buldu.
- C. Maxwell tarafından matematiksel olarak tanımlandığında.
Bu ifadede;

n: dönüş sayısı
B: manyetik akım yoğunluğu vektörü
S: dönüşlerle sınırlanan alanı
Bu keşfi ve ardından Nikola Tesla‘nın çalışmaları, 20. yüzyılın ilk yıllarında sayısız uygulamanın geliştirilmesini teşvik etti.
Dikkate değer bazı örnekler, elektrik enerjisi dağıtım sistemlerinin (elektrik enerjisinin üretilmesini, dönüştürülmesini ve taşınmasını kapsayan) geliştirilmesi, elektrikli makinelerin (şu anda elektriksel hareketliliğin ana dayanağı olan) geliştirilmesi ve indüksiyonlu ısıtmadır.
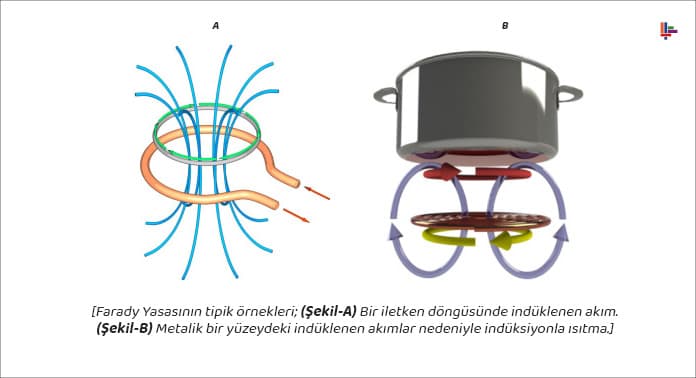
Faraday Yasasının, genellikle bir metal olan dağıtıcı bir malzemenin değişen bir manyetik alana daldırılmasının sonucudur. Manyetik alan, metalde malzemenin iletkenliği nedeniyle indüklenen akımlara neden olan bir elektromotor kuvvet üretir ve bu da Joule’un etkisinden dolayı kayıplara neden olur.
İlk endüstriyel uygulamaları, sertleştirme, tavlama veya eritme gibi ısıl işlemleri uygulamak için 19.yüzyılın sonlarında ortaya çıktı. O yaştaki teknolojik kısıtlamalar nedeniyle, esas olarak mevcut alternatif voltaj jeneratörleriyle ilgili olarak, bu uygulamalar yıllar boyunca endüstriyel alanla sınırlandırılmıştır.
1960’larda yarı iletken teknolojisindeki gelişmeler, İndüksiyon Isıtıcı teknolojisinin uygulamalarını endüstriyel ortamın ötesine genişletti. Bu gelişmeler 1980’li yıllarda birçok İndüksiyon Isıtıcı ev uygulamasını harekete geçirdi ve günümüzde İndüksiyon Isıtıcı ocakları birçok ülkede diğer ısıtma teknolojileriyle yüz yüze rekabet ediyor. Kullanıcılar, İndüksiyon Isıtıcı ocaklarının hızlılık, temizlik, güç kontrolü, güvenlik ve verimlilik gibi çeşitli avantajlarını özellikle takdir etmektedir. Tersine, İndüksiyon Isıtıcı ocakları genellikle diğer pişirme teknolojilerinden daha pahalıdır.
Covic ve Boys, 2013 yılında; son yıllarda, dünya çapında milyonlarca vatandaş tarafından günlük olarak kullanılan cep telefonlarından kablosuz küçük mutfak aletlerine kadar taşınabilir elektronik cihazların ilerici gelişimini de gördük. Şebekeye bağlı “Anahtarlamalı Güç Kaynakları” öncelikle söz konusu uygulamalarla ilişkili pilleri şarj etmek için kullanılmıştır. Bununla birlikte, kabloların ortadan kaldırılmasının hareketliliğe fayda sağlaması nedeniyle kablosuz teknoloji son yıllarda kullanıcının ilgisini çekmiştir.
İndüksiyonlu ısıtıcı, her türlü indüksiyonlu ısıtmada kullanılan önemli bir ekipman parçasıdır. Tipik olarak bir endüksiyon ısıtıcı, orta frekans (MF) veya radyo frekansı (RF) aralıklarında çalışır.
Dört ana bileşen sistemi, modern bir endüksiyon ısıtıcısının temelini oluşturur.
- Kontrol sistemi, kontrol paneli veya Açma/Kapama düğmesidir. Bazı durumlarda bu sistem mevcut olmayabilir.
- Güç ünitesi (güç çevirici)
- Çalışma kafası (transformatör)
- Isıtma bobini (indüktör)

İndüksiyonla Isıtma
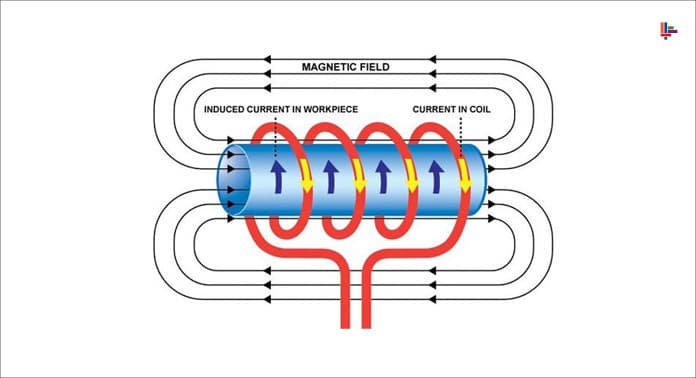
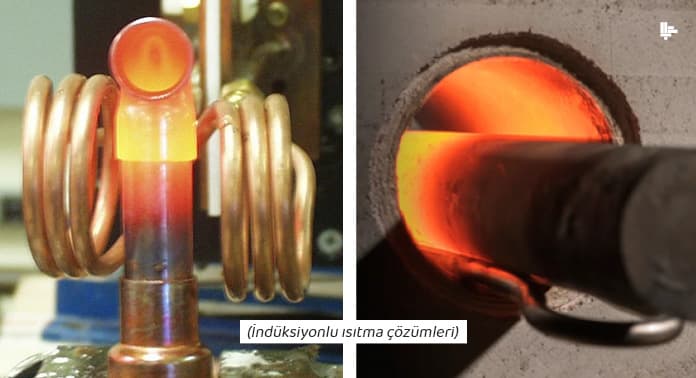
Metallerin veya diğer elektriksel olarak iletken malzemelerin hızlı, verimli, hassas ve tekrarlanabilir ısıtılması için temassız bir yöntemdir. İndüksiyonlu ısıtma sistemi, hat gücünü alternatif akıma dönüştüren bir güç kaynağından oluşur. Bu akım, bobin içinde bir elektromanyetik alan oluşturan bir çalışma kafasına ve çalışma bobinine yönlendirilir.
İş parçası, bu alanın bir akımı indükleyerek iş parçasında ısı ürettiği bobine yerleştirilir. Su soğutmalı bobin dokunulduğunda soğuktur ve iş parçasının etrafına veya yanına yerleştirilir. İş parçasına dokunmaz ve iş parçasında akan indüklenen akım tarafından ısı üretilir.
İş parçası çelik, bakır, alüminyum, pirinç gibi metalden veya karbon, grafit veya silisyum karbür gibi bir yarı iletkenden yapılabilir. Plastik veya cam gibi iletken olmayan malzemeler, genellikle grafit olmak üzere elektriksel olarak iletken bir duyarlılaştırıcı uygulanarak endüktif olarak ısıtılır.
İndüksiyonlu ısıtma bir süredir var ve hiçbir şekilde yeni bir konsept olmasa da, yeşil bir teknolojidir. Fosil yakıtlara bağlı değildir ve herhangi bir tehlikeli emisyon veya karbondioksit oluşturmaz (CO2).

Gazlı ısıtma sistemlerinin aksine indüksiyon daha temiz, daha güvenli ve daha konforlu bir çalışma ortamı sunar. Torç ısıtması ile karşılaştırıldığında, indüksiyon alevsizdir, yani işyerine daha az ısı verilir.
İndüksiyonu Yeşil Bir Teknoloji Yapan Nedir?
İndüksiyonlu ısıtma hem çalışanlar hem de çevre için daha iyidir. İndüksiyonlu ısıtma, çevresel faydalara ek olarak, dumanı, atık ısıyı, zararlı emisyonları ve yüksek gürültüyü önlediği için çalışanlara ve işletmelere bir dizi fayda sağlar. Çok sayıda emisyon üreten süreç, aşağıdakiler gibi indüksiyonla ısıtmaya dönüştürülebilir:
- Alev lehimleme
- Alev sertleştirme
- Alev eritme
- Alev ön ısıtma
- Alev shrink bağlantısı
- Gazlı fırın ısıtması
- Birleştirme için kaynak meşaleleri
İndüksiyonla Isıtma Daha Güvenli Bir Teknolojidir
İndüksiyonla ısıtma, hava kalitesini iyileştirmenin yanı sıra aşağıdakiler de dahil olmak üzere diğer birçok önemli çalışan güvenliği avantajı sunar:
- Ultraviyole (UV) Maruziyeti Yok: İndüksiyon, alev ısıtmanın aksine çevreye UV bırakmaz. Bu, çalışanların cildinde ve gözlerinde oluşabilecek UV hasarı riskinin alev ısıtma kaynaklarını kullanmasını önler. Riski azaltmaya yardımcı olmak için çalışan eğitimi, kişisel koruyucu ekipman, uygun kurulum, tabela ve kilitleme prosedürleri gibi indüksiyonla ısıtmada dikkate alınması gereken güvenlik gereksinimleri hala vardır.
- Temas Yanması Riskinde Azalma: İş parçasının yalnızca belirli bir kısmı indüksiyon yoluyla ısıtıldığından, sınırlı sıcak alanlar vardır ve bu da çalışan temasını azaltır. Sonuç olarak, gazla ısıtılan fırın veya egzoz sistemi dış yüzeylerine kıyasla temas yanması riski önemli ölçüde azalır.
- Sıfır Patlayıcı Gazlar: İndüksiyon, enerji kaynağı olarak elektrik kullanır. Bu, yüksek basınçlı patlayıcı gazlarla başa çıkma ihtiyacını ortadan kaldırır. Tipik olarak bu gazlar sıcak, kalabalık bir ortamda taşınır ve bu da feci arıza riskini artırır.
İndüksiyonlu ısıtmayı tanımını şu şekilde de yapılabilir; Elektriksel olarak iletken bir nesneyi (genellikle bir metali) elektromanyetik indüksiyonla, nesnede girdap akımları tarafından üretilen ısı yoluyla ısıtma işlemidir. Bir endüksiyon ısıtıcı, parçayı konturlamak için şekillendirilmiş bir endüksiyon güç kaynağı (endüksiyon ısıtıcı) ve indüktörden (bobin) ve parçanın tutulduğu ve bobine sunulduğu bir iş istasyonundan oluşur.
İndüksiyonlu Isıtma Nasıl Çalışır?
Bir elektromanyetik kuvvet alanı metal bir parçada elektrik akımı ürettiğinde meydana gelir. Bu elektrik akımının akışına karşı direnç nedeniyle parçanın yüzeyi ısınır.
İndüktör Nedir?
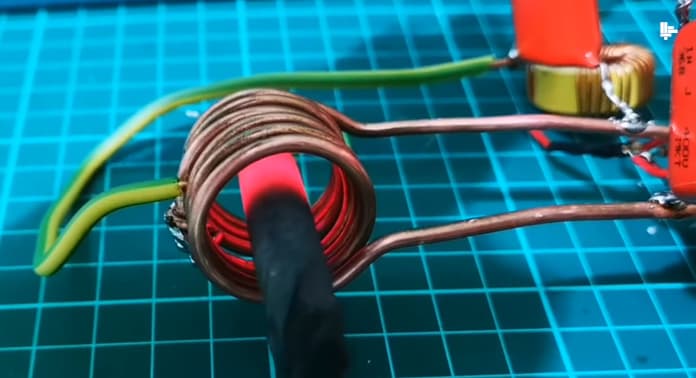
Enerji verildiğinde ve iş parçasının yakınına yerleştirildiğinde ısınmasına neden olan bakır bir halkadır. İndüksiyon bobinleri bakır borudan yapılır ve serin kalmaları için içlerinde su dolaşır.
Makinanın Detaylı Teknik Özellikleri
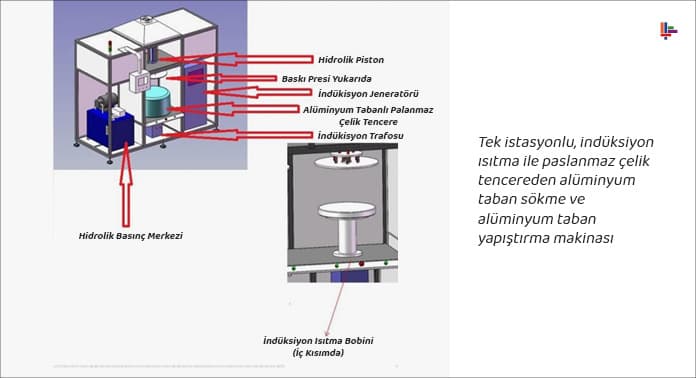
1- Makina Adı: Tek istasyonlu, indüksiyon ısıtma ile paslanmaz çelik tencereden alüminyum taban sökme ve alüminyum taban yapıştırma makinası
2- Kapasite : 15 dakika/adet (Tencere Taban Çapı: min.Ø300mm ile max. Ø 630mm arası);
3- Şebeke Voltajı ve Frekansı ve Hava Basıncı: Üç Faz 380V / 50-60Hz Hava Basıncı 0.4 mpa
4- Toplam Güç:160KW
5- Personel Sayısı: Bir Kişi
Ana Parçalar:
1- IGBT 160KW, 10-20KHZ ultrasonik frekans indüksiyon makinası, frekans jeneratörü + indüksiyon trafosu
2- Min Ø300mm – Max Ø 630mm arası için beş adet özel indüksiyon ısıtma bobini
3- Hidrolik basınç merkezi ve basınç pistonu
4- Yükleme ve boşaltma: El ile (manuel)
5- PLC elektrik kontrol sistemi dahil, dokunmatik ekran, röle, butonlar.
6- Makina gövdesi kaynaklı kare profilden ve dış gövde yüksek mukavemetli alüminyum alaşım levhadan imal edilmiştir.
7- Çevre koruma için egzoz duman atma sistemi.
Çalışma Sırası
Paslanmaz Çelik Tencereyi İndüksiyon Isıtma Bobininin Üzerine Yerleştiriniz → Tencerenin Üst Kısmına Alüminyum Asaslı Kaynak Malzemesini Sürünüz ve Aluminyum Plakayı Yerleştiriniz→ Hidrolik Piston ile Aluminyum Plakanın Üzerine Basınç Uygulayınız → Isıtmayı Başlatın ve Aluminyum Tabanın Paslanmaz Tabana Yapışması için Basmaya Devam Ediniz→ Yapışma Tamamlandığında Enerjiyi Kesiniz→ El İle Aluminyum Tabanlı Paslanmaz Tencereyi Alınız.
İndüksiyonlu Isıtmanın Faydası
- Hızlı ısıtma: İş parçası içindeki ısının indüksiyonla geliştirilmesi, fırınlarda meydana gelen konveksiyon ve radyasyon işlemlerinden çok daha yüksek ısıtma oranları sağlar.
- Hızlı Çalıştırma: Fırınlar, çalıştırma sırasında ısıtılması gereken çok miktarda refrakter malzeme içerir ve bu da büyük termal atalete neden olur. İndüksiyonlu ısıtma işleminin dahili ısıtması bu sorunu ortadan kaldırır ve çok daha hızlı çalıştırmaya olanak tanır.
- Enerji tasarrufu: Kullanılmadığı zaman, indüksiyonlu ısıtma güç kaynağı kapatılabilir çünkü yeniden başlatma çok hızlıdır. Fırınlarda, işlemdeki gecikmeler sırasında sıcaklığı korumak ve uzun devreye almalardan kaçınmak için enerji sürekli olarak sağlanmalıdır.
- Yüksek Üretim Oranları: Isıl işlem süreleri kısa olduğundan, indüksiyonla ısıtma genellikle üretimin artmasına ve işçilik maliyetlerinin düşmesine izin verir.
İndüksiyonla Isıtma Daha Verimlidir
İndüksiyon, tüketilen enerjinin %70-90’ını faydalı ısıya dönüştüren enerji tasarruflu bir ısıtma işlemidir. Tipik olarak sadece %45 enerji verimli olan elektrikli fırınların aksine, indüksiyonlu ısıtmanın genel verimliliği iki kata kadar daha fazladır.
Dahası, gazlı fırın verimliliği yalnızca %25-30 enerji verimlidir, bu da indüksiyonu üç kat daha verimli hale getirir, özellikle indüksiyonun ısınma veya soğuma döngüsü gerektirmediği için başlatma ve kapatma ısı kayıplarının ortadan kaldırıldığı düşünülürse. İndüksiyonlu ısıtma işleminin tekrarlana bilirliği ve tutarlılığı, onu enerji tasarruflu otomatik sistemlerle oldukça uyumlu hale getirir.
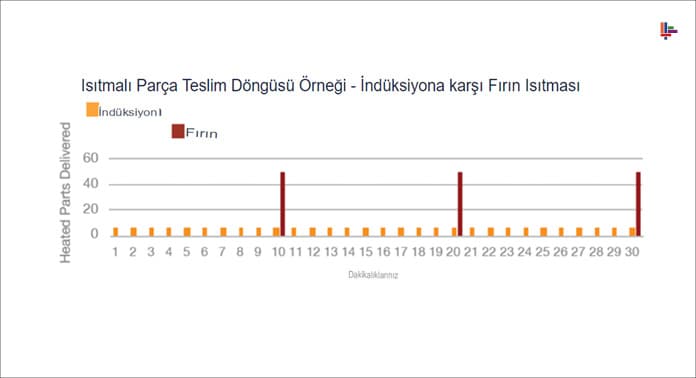
İndüksiyon, fırın ısıtmasından daha tutarlı çıktı sağlar; Sabit akışlı indüksiyonlu ısıtmanın uygulanması, toplu fırın ısıtmasına kıyasla önemli bir verimlilik artışına yol açar. İndüksiyonlu ısıtma, fırının yüklenmesi ve boşaltılması nedeniyle hem enerji hem de zaman kaybını ortadan kaldırır.
Tutarlı bir parça akışı sağlayan indüksiyon, üretim sürecinde ısıtılmış parçalar gerektiren sonraki önemli aşamaları destekler. Bu, parçadan gelen ısı kaybı bir sonraki adıma ulaştığında önemli ölçüde azaldığından, döngünün genel verimliliğini artırır. Bu tasarruflar sadece üretim verimliliğinde elde edilmekle kalmaz, aynı zamanda genel olarak ısıtma enerjisinin daha iyi kullanılmasıyla sonuçlanır.
İndüksiyon Isıtıcı ocakları ve kablosuz şarj cihazları aynı kablosuz yapıya ve aynı çalışma prensibine sahiptir. Aslında, İndüksiyon Isıtıcı ocaklarının güç pedleri, kablosuz pil şarj cihazları için enerji vericileri olarak da görülebilir. Bu nedenle bu uygulamalar temel olarak aynı olanak sağlayan teknolojileri de paylaşmaktadır.
Bu teknolojiler ve ana işlevleri şunlardır
- Manyetik Bileşenler: Dikkate alınan uygulamalar için ana manyetik elemanlar, gerekli alternatif manyetik alanı oluşturan endüktif güç pedleridir. Bu elemanın tasarımı karmaşıktır ve elektromanyetik ve termal hususlara dayanmaktadır. Verimlilik ve güvenilirlik, dikkate alınması gereken temel tasarım yönleridir.
- Güç Elektroniği: Güç elektroniğinin amacı, endüktif güç pedlerine alternatif akım sağlamaktır. Genellikle şebekeden beslenen bir alternatif voltaj jeneratöründen oluşur. Önceki durumda olduğu gibi, güvenilirlik ve verimliliğe özel dikkat gösterilmelidir.
- Modülatörler ve Dijital Kontrol: Bu bloğun görevi, güç elektroniklerini kontrol etmek için gereken dijital sinyalleri sağlamak ve kullanıcı ile arayüz görevi görmektir. Günümüzde dijital kontrolörler, verici ve alıcı arasındaki iletişim veya yük tanımlama gibi diğer üst düzey işlevleri de üstlenmiştir.
Sonuç:
Sonuç olarak, indüksiyonla ısıtma, elektriksel olarak iletken malzemeleri ısıtmak için oldukça verimli ve hassas bir yöntemdir. İndüksiyon bobininin oluşturduğu elektromanyetik alandan yararlanılarak ısı, doğrudan temasa gerek kalmadan malzemeye aktarılır. Bu işlemin geleneksel ısıtma yöntemlerine göre artan enerji verimliliği, daha hızlı ısıtma süreleri ve gelişmiş güvenlik dahil olmak üzere birçok avantajı vardır.
İndüksiyonla ısıtma, otomotiv, havacılık ve imalat dahil olmak üzere çeşitli endüstrilerde yaygın olarak kullanılmaktadır. Sert lehimleme, tavlama ve sertleştirme gibi hassas ve tekrarlanabilir ısıtma gerektiren uygulamalar için özellikle uygundur. İndüksiyonla ısıtma aynı zamanda indüksiyon fırınlarında metallerin eritilmesi için de kullanılabilir.
İndüksiyonla ısıtmanın birçok avantajı olmasına rağmen, tüm uygulamalar için uygun olmadığını unutmamak gerekir. Plastik ve seramik gibi elektriği iletmeyen malzemeler indüksiyon kullanılarak ısıtılamaz. Ek olarak, indüksiyonla ısıtma için gerekli ekipmanın başlangıç maliyeti, geleneksel ısıtma yöntemlerine göre daha yüksek olabilir.
Genel olarak indüksiyonla ısıtma, çok çeşitli endüstriyel uygulamalar için güçlü bir araçtır. Minimum enerji israfıyla hassas, tekrarlanabilir ısıtma sağlama yeteneği, onu birçok üretim prosesi için cazip bir seçenek haline getiriyor.
Teknoloji ilerlemeye devam ettikçe indüksiyonla ısıtmanın endüstriyel ortamın daha da önemli bir parçası haline gelmesi muhtemeldir.
Kaynakça:
1- Endüksiyon ısıtıcı
https://en.wikipedia.org/wiki/Induction_heater
2- İndüksiyonla ısıtma
3- İndüksiyonlu ısıtma
https://www.sciencedirect.com/topics/engineering/induction-heating
4- İndüksiyonla ısıtma: Yeşil bir teknoloji
https://www.azom.com/article.aspx?ArticleID=22232
5- 500W Rezonans İndüksiyon Isıtıcı Yapımı
https://dergipark.org.tr/tr/download/article-file/191435
6- İndüksiyon Makinaları
https://induksiyonmakinalari.blogspot.com/2018/09/induksiyon-stma-ile-aluminyum-taban.html



 Nedir, Nasıl Yapılır ?")

{kind=link}